商品
- 冲头
- |
- 入子
- |
- 导柱
- |
- 导套
- |
- 氮气弹簧
 我的购物车
我的购物车全网询价
非标报价
 全部商品分类
全部商品分类
- 快速注册
- |
- 快速下单
- |
- 行业资讯
- |
- 积分商城
- |
- 智一软件文档

商品
我的购物车 全部商品分类 67
67
一、产品介绍
模架用导柱导套系统作为模具核心定位机构,主要承担定位与导向双重功能。该组件的规范使用可显著提升模具运行精度并延长设备使用寿命。
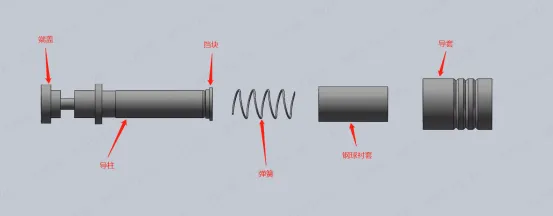
二、产品结构图
系统构成包含六个关键部件:导柱、导套、钢球衬套、弹簧、挡块及端盖。其中导柱采用底板固定方式,导套则安装于顶板位置。精密配合设计确保导柱与导套间隙控制在微米级,圆柱形导柱与中空导套通过钢球衬套的滚动轴承结构实现高精度相对运动。
三、产品作用及应用领域
模架用导柱导套的作用主要有以下几点:
核心功能体系:
使用场景:
适用于注塑成型(锁模力 100-5000T)、连续冲压(SPM 20-400 次)、CNC 加工中心(定位精度 ±0.005mm)等精密装备,特别在汽车覆盖件模具、电子连接器模具等领域应用占比达 65%。
四、模架用钢球导柱组件的安装及拆卸
导柱导套的安装孔加工:
在其他孔加工全部完成并消除加工应力(上下面的重新研磨等)后,用捶床或坐标磨床对导柱导套的安装孔进行加工。为了确定上模与下模的基准,可以加工临时定位孔并用基准棒定位。
导柱的安装:(导柱固定在下模座)
①安装孔清扫干净,扭紧螺栓,固定导柱;清洁安装面(粗糙度 Ra0.8 以下),M12 螺栓预紧扭矩 35N・m
②多导柱系统采用 90° 相位差防错设计
③确认导柱的垂直度。垂直度检测标准:0.01mm/100mm(使用电子水平仪校准)
④)请使用油压等方式缓慢插入导柱。如果用锤子敲击插入可能会造成导柱的折弯和变形
导套的安装:
①将导柱插入导套(滚针导套请对准配合标记与记号)配合标记对准误差<0.02mm
②将平行块放置在下模座上,再装好上模座。
③滑动导套,确认有无干扰。
④用溶剂洗净粘接面上的油垢及污物,在导套的粘接槽中灌入厌氧性粘接剂(建议使用乐泰638),再插入安装孔。请将粘接剂固化,以免导套从上模座中弹出(常温下3~6小时)
挡块的安装:
①可动挡块——待粘接剂完全固化后,插入弹簧、固定块,用扳手旋转可动挡块的六角导向轴进行安装。
②固定挡块——待粘接剂完全固化后,插入弹簧、固定块,安装固定挡块。
导柱的装卸(导柱固定在上模座)
安装:
①将弹簧、钢球衬套及挡块安装在导柱上,对准配合标记或者记号,然后插入到导套中。
②)将平行块放在下模座上,然后再放入上模座,但不要接触到滚针导柱·钢球导柱。
③上下滑动所有的导柱,确认与安装孔之间有无干扰,调节下模座的位置。
④清扫安装孔后,紧固螺栓,固定导柱。
拆卸:
①拆下安装在导柱上的挡块及钢球衬套、弹簧。
②松动螺栓,拆下装卸端盖。
③为了不损伤安装孔的内表面和螺纹孔,请以铜合金等材料作为垫板,用锤敲打,将导柱拆下。
五、设计选型要点
①预选规格
产品为组件,包含导柱、导套、钢球衬套、弹簧、挡块和端盖;
导柱:可选装卸型或者压入型
钢球衬套:可选高刚性或者标准型,铝合金钢球衬套或者树脂钢球衬套
挡块:可选无挡块、可动挡块或者固定挡块;导柱轴径20~60mm,长度80~200mm。
②行程计算
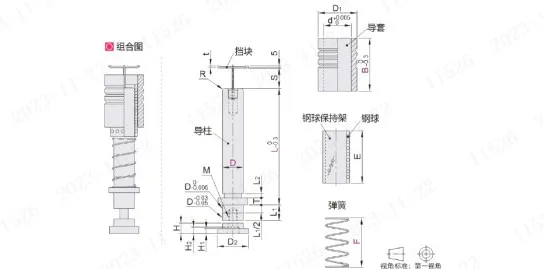
完美行程=(B-E)x2 B>E时才会存在完美行程(钢球衬套不会露出在外的行程)
极限行程=L+S-T-E/2极限行程时,钢球衬套最低需留在导套的长度为E/2
六、注意事项
1.润滑方式
模架用导柱导套出厂时只涂抹防锈油,并不能起润滑作用。建议在使用前,先清洗、干燥后涂抹润滑脂再使用,选择合适的润滑方式,以提高模具导柱导套的滑动性和耐磨性。润滑油品应为特殊模具润滑油,号称“无渗润滑油”,更能保证导柱导套长时间使用不损坏。
・初始处理:使用 120# 溶剂汽油清洗防锈油膜
・润滑方案:采用 NLGI 2# 极压锂基脂,注脂量填充腔体 60%
・周期维护:连续工作 8 小时补充润滑,5000 次循环全面保养
2.维护要求
・温控范围:-20℃~100℃(高温型可扩展至 150℃)
・防尘要求:在 PM10>150μg/m³ 环境需加装氟橡胶防护套
免责声明:本文系网络转载,版权归原作者所有。如涉及版权问题,请与数智聚模联系,我们将第一时间协商版权问题或删除内容。